

.JPG)

- Бесплатная консультация
- Готовые расчеты и чертежи
Пултрузия полная
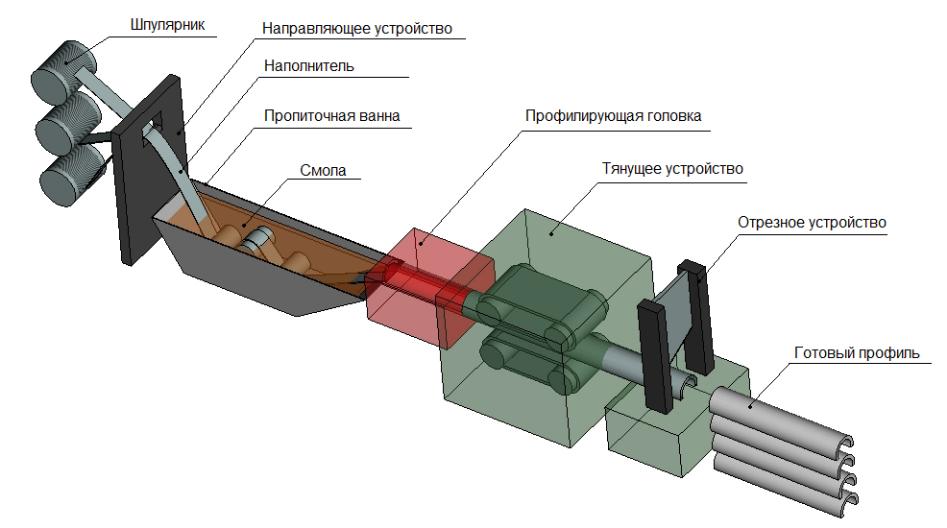
Волокна подаются от катушечной рамы до ванны со смолой и затем проходят через нагретую фильеру. В фильере убираются излишки смолы, происходит профилирование ламината и отверждение материала. После этого отвержденный профиль автоматически обрезается на необходимые длины. Волокна подаются от катушечной рамы до ванны со смолой и затем проходят через нагретую фильеру. В фильере убираются излишки смолы, происходит профилирование ламината и отверждение материала. После этого отвержденный профиль автоматически обрезается на необходимые длины. Волокна подаются от катушечной рамы до ванны со смолой и затем проходят через нагретую фильеру. В фильере убираются излишки смолы, происходит профилирование ламината и отверждение материала. После этого отвержденный профиль автоматически обрезается на необходимые длины.
Применяемые материалы:
- Смолы: Эпоксидная смола, полиэфирная смола, винилэфирная смола.
- Волокна: Любые.
- Наполнители: Не используются.
основные преимущества:
- Быстрый процесс пропитки и отверждения материала.
- Автоматизированное управление содержанием смолы в ламинате.
- Хорошие структурные свойства ламинатов.
- Закрытый процесс пропитки волокна.
основные недостатки:
- Ограниченная номенклатура изделий.
- Дорогое оборудование.

Пултрузионное оборудование обладает высокой производительностью, благодаря чему стоимость готового композиционного изделия приравнивается к стоимости исходных материалов, использовавшихся для изготовления детали. Материалы двигаются сквозь пултрузионную обработку, как непрерывный поток входящих в систему исходных материалов и выходящих спустя короткое время, как полностью готовая деталь.
В процессе пултрузии непрерывно подается ровинг и стекломатериал для лицевой стороны профиля, проходит через натяжной валик и смачивается смолой в устройстве пропитки пултрузионного станка. Далее, волокна, пропитанные смолой, проходят через фильеру, нагретую до температуры полимеризации смолы. Из фильеры выходит готовый профиль, не требующий дополнительной обработки, и с помощью протяжного устройства, поступает на нарезку в специальный отсек с пилой.
Волокна подаются от катушечной рамы до ванны со смолой и затем проходят через нагретую фильеру. В фильере убираются излишки смолы, происходит профилирование ламината и отверждение материала. После этого отвержденный профиль автоматически обрезается на необходимые длины. Материалы двигаются сквозь пултрузионную обработку, как непрерывный поток входящих в систему исходных материалов и выходящих спустя короткое время, как полностью готовая деталь.
Эксплуатационные показатели
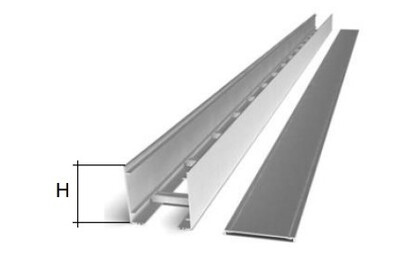
| Наименование | Сечение | Площадь сечения, кв.м. | Смоченный периметр, м | Гидравлический радиус, м | Масса 1 п. м. (расчетная), кг | |
| Ширина В, мм | Высота Н, мм | |||||
| ЛВ-П03 30*20 | 300 | 200 | 0,0503 | 0,5712 | 00881 | 2,91 |
| ЛВ-П03 30*20 | 300 | 200 | 0,0503 | 0,5712 | 00881 | 2,91 |
| ЛВ-П03 30*20 | 300 | 200 | 0,0503 | 0,5712 | 00881 | 2,91 |
* Значение массы расчетной указано с учетом элементов крепления к пролетному строению кронштейны, подвесы, крепежные изделия, метизы
* Пропускная способность сечения водоотвода дана при минимальном значении продольного уклона - 5 ‰ и расчетной интенсивности осадков для для Московской области.
FAQ
Менеджеры компании с радостью ответят
на Ваши вопросы, произведут расчет стоимости услуг и подготовят индивидуальное коммерческое пре??ложение
Наличие у труб, предназначенных для прокладки и защиты кабельных линий классов напряжений 6-500 кВ, трех или более конструкционных слоев вызвано наиболее оптимальным соотношением стоимости изделия и обеспечиваемым функционалом.
Наличие у труб, предназначенных для прокладки и защиты кабельных линий классов напряжений 6-500 кВ, трех или более конструкционных слоев вызвано наиболее оптимальным соотношением стоимости изделия и обеспечиваемым функционалом.
Наличие у труб, предназначенных для прокладки и защиты кабельных линий классов напряжений 6-500 кВ, трех или более конструкционных слоев наиболее оптимальным соотношением стоимости изделия и обеспечиваемым функционалом
Строительные нормы и правила
1Воздействия на конструкции. Общие воздействия. Воздействия для определения огнестойкости
2Воздействия на конструкции. Общие воздействия. Снеговые нагрузки
3Воздействия на конструкции. Общие воздействия. Воздействия для определения огнестойкости
4Воздействия на конструкции. Общие воздействия. Снеговые нагрузки
Скачать чертежи и готовые расчеты








